|
New: Automated wire cutting, stripping, terminating:  JTT Assembly is happy to announce that our new automated wire preparation line is now operational. With new equipment and our fully trained assembly technicians, we can produce cut, stripped, and terminated wire much faster (5-10x!) than in the past.
And, even more important, the consistency, quality and accuracy of all these operations is even better than it was before. This automation, along with JTT Assembly’s low overhead costs and reliable quality, translates to even more value for our customers of wireset and cable assemblies. And, as always, all of JTT Assembly’s work is done in the USA! 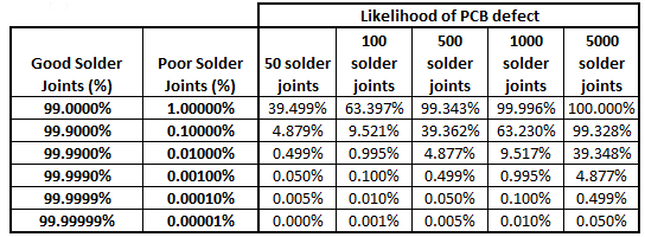 The Basics of Solder Joint Quality D. Curtis Soldering quality is a topic that gets much less attention than it deserves. This is something I realized later than I should have. After being in the electronics industry for years, I was heading up an R&D group for a large company that sold hundreds of electronic products every day. In this role, one of my responsibilities was to review warranty repair claims to see what caused certain products to fail. Overall, our products were doing well, and the number of field failures was within industry norms. This was reasonably good news, but, in my view, it didn’t mean we couldn’t do better, so, I started reviewing tall stacks of failure reports from our service centers. With years of data to review, this looked like a daunting task, but it didn’t take long to discover something shocking. Over half of the product failures stemmed from a single cause: bad solder joints. Clearly, the quality of soldering is something that should not be ignored. Likelihood of Failure Considering how many solder joints are on a typical PCB, and knowing that it only takes one bad joint to cause a failure, it’s easy to see why solder quality has such a great effect on reliability. This is shown in the table below: Because of the large number of solder joints on most PCBs, solder quality levels that may seem reasonable (well above 99% quality), are actually inadequate. To illustrate this, let’s interpret some of this data:
The statistics are clear--to consistently produce good PCBs, the soldering process must be virtually perfect. What is a Good Solder Joint? Evaluating the quality of the soldering process requires a method of differentiating between good solder joints and bad ones--preferably without having to wait for a circuit failure to happen. Fortunately, there are well-established rules and standards that can be used to visually measure the quality of a solder joint, and these measurements are very excellent indicators of solder joint reliability. The first rule is that the solder should have a shiny, smooth surface. A dull or rough looking surface generally indicates a brittle solder joint, without good “wetting” of the solder to the pad or the lead. (In this context, “wetting” refers to the solder flowing and bonding to the lead and pad.) A solder joint without a shiny and smooth surface is called a “cold” solder joint and is likely to result in a failure. With modern environmental rules (e.g. RoHS), leaded solder is no longer allowed in most applications, and. sadly, the alternatives are not as easy to use. Melting temperatures are usually higher, and the solder tends to not wet as easily. As a result, lead-free solder joints are not as nice looking as the beautiful, leaded solder joints we used to expect and that are missed by people, like me, who have been soldering for years. However, a good lead-free solder joint still has a reasonably smooth and shiny surface, especially compared to that of a cold solder joint. In addition to the appearance of the solder finish, the location and quantity of the solder must also be taken into consideration. There must be enough, but not too much, solder in the right places in order to ensure good conductivity and mechanical strength. The IPC-A-610 standard provides rules for through-hole or surface mount PCB solder joints, which have been widely accepted throughout the electronics industry. This standard defines three classes, numbered 1 through 3, that are to be applied depending on the level of reliability required. Class 1 of the standard is for general-purpose PCBs, while classes 2 and 3 are used when higher reliability is required. While it may seem wise to always demand class 3 to get the highest reliability, this comes at a significant cost. There is a point where reliability and economics balance. Where this point is depends on the application, and this is the reason there are three separate classes in the IPC quality standard. An inexpensive consumer gadget, such as a remote control that will be obsolete in a year or two, has a different balance than a life-saving medical device like a pacemaker. PCBs can have surface mount solder joints, through-hole solder joints, or both. For each type, the IPC specification provides rules to visually determine the quality of these solder joints. The standard also includes requirements beyond solder joints, such as PCB design rules, but in this article, we will only consider the requirements for solder joints. Through-Hole Solder Joints A through-hole solder joint includes the component lead, solder pads on each side of the PCB, and a plated-through hole, sometimes called a barrel. The component lead protrudes through the plated-through hole. The cylindrical wall of the plated-through hole and the pads, which surround the entrance and exit of the hole, are made of copper and provide a surface for solder to bond to. The IPC standards for through-hole solder joints include requirements for how much of the pads are covered with solder on the two sides of the circuit board (component side and solder side), and how much of the plated-through hole is filled with solder. In an ideal world, it would be nice to have 100% of the pads covered with nice “chocolate kiss” shaped solder fillets on both sides of the PCB, and to have the plated-through hole entirely filled with solder. (A “fillet” is the shape of the solder on the pad after the lead has been soldered in place. On a through-hole solder joint, a good fillet looks sort of like a round, melted pyramid, or the popular candy.) Though ideal solder joints are the goal, perfection is not required for reliability, and it is expensive to obtain. Even case 3 of the IPC standard, with its tough requirements intended to ensure very high reliability, does not require perfection. So, what is required for reliability? Let’s start with solder coverage of the pads on both sides of the PCB. On the solder side, the pad should be mostly covered with solder. All three IPC classes require 75% solder coverage of the total pad’s area. On the component side, however, solder coverage of the pad is much less important, and coverage here is not required in the IPC standard. The IPC standard also sets the minimum for how much solder is in the plated hole. First, solder must be wetted to both lead and the inside wall of the plated-through hole through a minimum angle of the hole. This is illustrated in the figure below: Figure 1A: Through Hole Solder Joints, Top View: 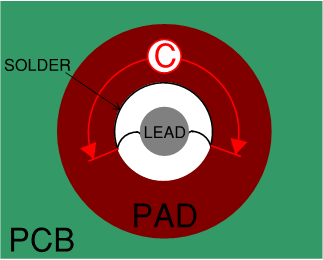 For IPC classes one and two, the minimum angle on the solder side is 270 degrees, with class 3 requiring 330 degrees. Once again, the rules for the component side are much less demanding: There is no requirement for Class 1, and classes 2 and 3 require 180 and 270 degrees respectively. There are also IPC standards for how much of the plated-through hole is filled with when viewing the hole from the side, as shown in the figure below. Figure 1B: Through Hole Solder Joints, Side View 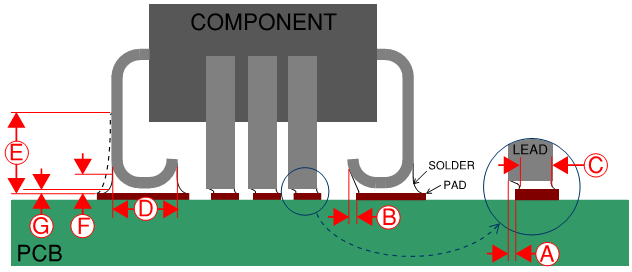 Class 1 does not require any solder in the plated-through hole. Class 2 and 3, on the other hand, require that the solder fills a minimum of 75% of the hole. This table summarizes the IPC requirements for through-hole solder joints, as described above: Table 1: Through Hole Solder Joint Requirements  Following these rules and standards ensures that the through-hole solder joints will be reliable to the levels intended by the IPC standard. Surface Mount Solder Joints for Chips Although there are similarities, such as the requirement for a smooth, shiny surface, the requirements for good surface mount solder joints are different from those of through-hole joints. Surface mount solder joints also have rules set by the IPC-A-610 standard. Once again, these requirements are accepted in the electronics industry, and the three reliability classes of the IPC standard apply. For chip components, the IPC standard defines limits for the placement of the chip on its pads and for the location of the solder. These requirements are described by the figure and table below. Figure 2: SMT Chip Solder Joints 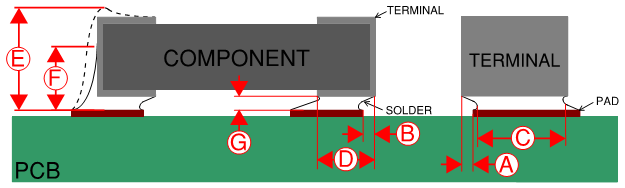 Table 2: SMT Chip Solder Joint Requirements 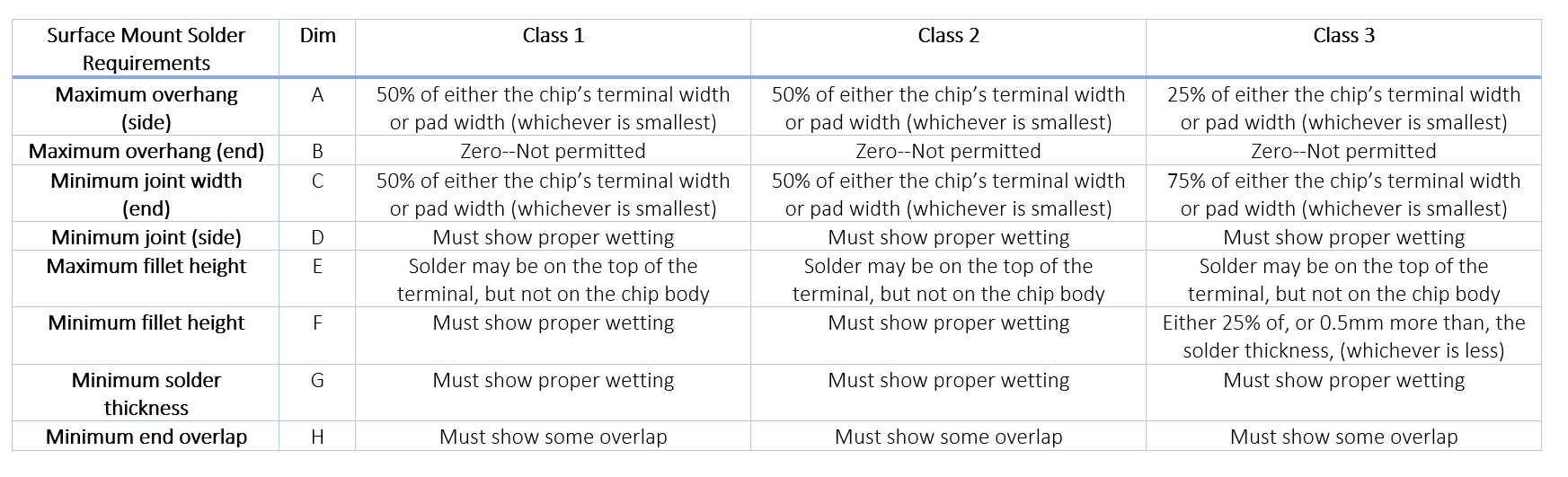 Surface Mount Solder Joints for J Lead and Gull Wing Components The following figures and tables describe the IPC standards’ rules for each reliability class for J lead and gull wing components: Figure 3: J-Lead Solder Joints 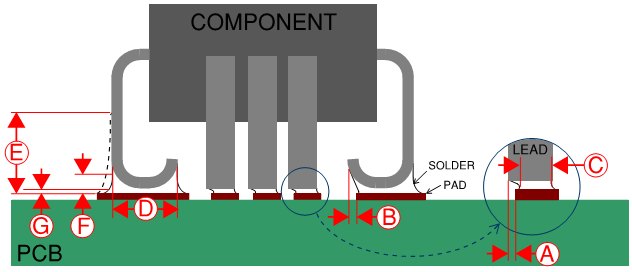 Table 3: J-Lead Solder Joint Requirements 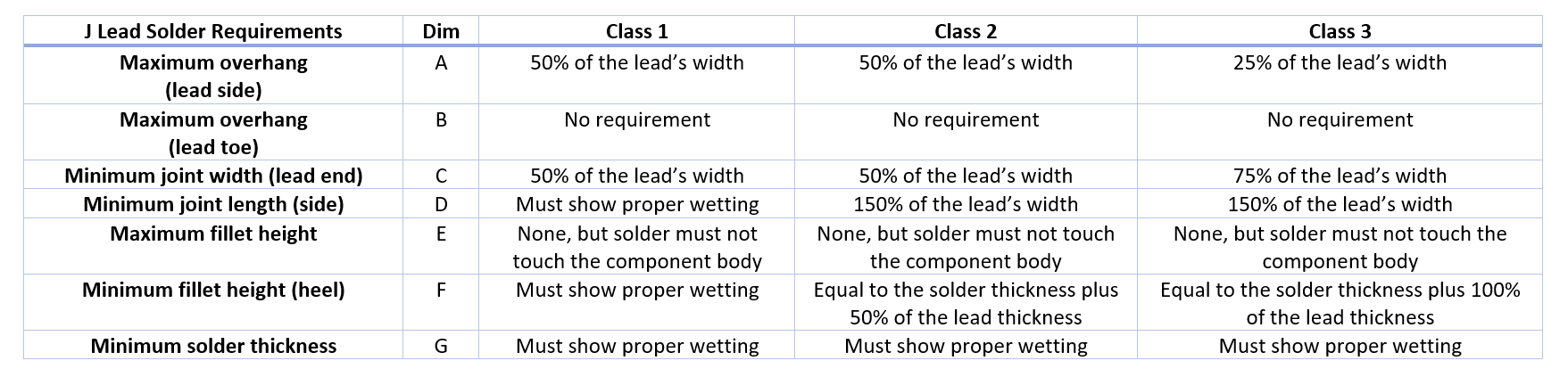 Figure 4: Gull Wing Solder Joints 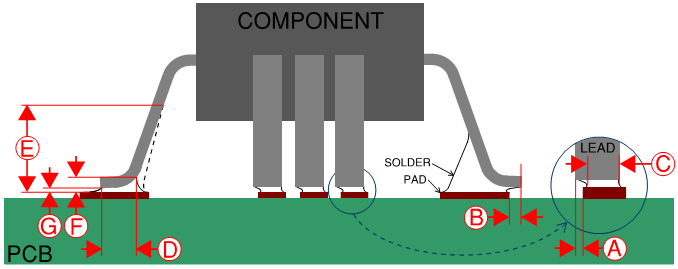 Table 4: Gull Wing Solder Joint Requirements 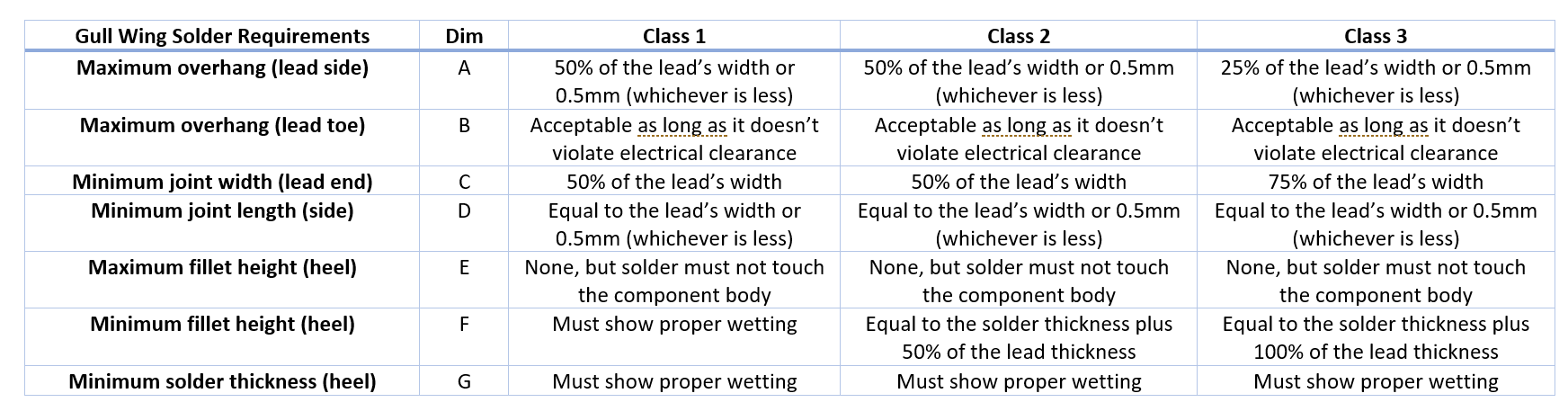 “What We Measure, We Improve”
This is an old and well-known adage, used often because of the truth it holds. Another version, attributed to Peter Drucker, is that “You can’t improve what you can’t measure.” If the quality of solder joints on a PCB is important, (and it is very important), then having a way to measure quality is just as vital. The measurement method must be predictive—the “wait to see how many fail” method of measuring quality is possible, but certainly not practical or profitable. Conclusion The standards and rules described here provide non-subjective, repeatable measurements for the quality of solder joints on PCBs. These standards are time-tested, and, crucially, are well known to be predictive of product reliability. Just as importantly, these standards are well accepted throughout the electronics industry. This means realistic expectations can be set, and quality can be demonstrated, without subjective argument and with confidence in a level of reliability (and expense) appropriate for the application. |
Archives
June 2023
Categories |
 RSS Feed
RSS Feed
|
Contact us today at: [email protected]
Vertical Divider
|
Vertical Divider
|

|